Tìm Hiểu Quy Trình Gia Công Bằng Máy Tiện CNC
Admin PKST
Ngày
18/11/2023

- Tham khảo bài viết "Gia Công Ren - Trong Cơ Khí Chính Xác"
- Song Toàn Gia Công Cơ Khí Bằng Cách Tiện Phay CNC Tại Việt Nam
CNC Là GÌ ?
CNC là viết tắt của "Computer Numerical Control" trong tiếng Anh, hay "Điều Khiển Số Máy Tính" trong tiếng Việt. Máy tiện CNC là một loại máy công cụ được điều khiển bằng máy tính để thực hiện các phép gia công chính xác và tự động. Quy trình gia công bằng máy tiện CNC bao gồm các bước chính như sau:

Các Phương Pháp Gia Công Bằng Máy Tiện CNC
Máy tiện CNC là một công cụ gia công linh hoạt, có khả năng thực hiện nhiều quy trình phức tạp trên vật liệu để tạo ra các sản phẩm chất lượng và độ chính xác cao. Dưới đây là một số phương pháp phổ biến mà máy tiện CNC thường sử dụng:
- Tiện: Quá trình này nhanh chóng loại bỏ lượng lớn vật liệu từ phôi bằng cách sử dụng dụng cụ cắt được gắn trên thanh trượt chuyển động.
- Đối Mặt: Tạo ra các bề mặt phẳng, nhẵn bằng cách di chuyển một công cụ dọc theo phôi gia công.
- Cắt Ren: Sử dụng dao để tạo ra các ren ở bề mặt ngoài của phôi.
- Tạo Rãnh: Tạo ra các rãnh phức tạp bằng cách di chuyển dao dọc theo phôi.
- Khoan: Sử dụng máy khoan để tạo lỗ trên phôi.
- Khoan Lỗ: Khoan lỗ có kích thước chính xác hoặc để làm tăng kích thước của lỗ đã khoan.
- Doa: Loại bỏ một lượng vật liệu cụ thể để đạt được đường kính chính xác.
- Khai Thác: Cắt sợi bên trong lỗ để chấp nhận vít.
- Làm Thon: Tạo hình nón trên phôi.
- Parting: Tách phôi sau khi gia công.
- Knurling: Tạo ra vết lõm trên cạnh của phôi.
- Vát Mép: Loại bỏ gờ và tạo các góc vát ở đầu phôi.
Những phương pháp này không chỉ mang lại độ chính xác cao mà còn đảm bảo tính linh hoạt trong quá trình sản xuất. Máy tiện CNC đang đóng vai trò quan trọng trong nền công nghiệp gia công chế tạo hiện đại.

Quy Trình Gia Công Trên Máy Tiện CNC
Máy tiện CNC, là công nghệ tự động hóa quy trình gia công kim loại, đòi hỏi sự tích hợp của phần mềm lập trình để loại bỏ sự tương tác của con người trong quá trình thực hiện. Công việc của lập trình viên CNC không chỉ dừng lại ở việc tự động hóa, mà còn bao gồm nhiều trách nhiệm khác nhau.
1. Giai Đoạn CAD (Kế Hoạch Thiết Kế)
Giai đoạn CAD là bước đầu tiên quan trọng khi vận hành máy tiện CNC, đòi hỏi sự chuẩn bị kỹ lưỡng của một thiết kế chính xác, sao chép sản phẩm cuối cùng.
Chọn Phần Mềm CAD:
- Có nhiều phần mềm CAD khác nhau như Blender, Catia, Autodesk Fusion 360, v.v. Đây là công cụ để tạo ra thiết kế 3D STL dựa trên nguyên công tiện.
Xử Lý Định Dạng Tệp:
- Mặc dù định dạng tệp CAD đa dạng, chúng có thể cần xử lý hậu kỳ để tương thích với máy tiện CNC. Định dạng tệp IGES thường được ưa chuộng vì khả năng tương thích với máy tiện CNC.
Quyết Định Cấu Hình Máy:
- Sau khi hoàn thành thiết kế, quyết định cấu hình máy tiện CNC sẽ sử dụng để cắt vật liệu. Các yếu tố như loại vật liệu, kích thước phôi, và độ cứng của vật liệu sẽ định hình quyết định này.
Giai đoạn CAD là nền tảng quan trọng, định hình các bước gia công tiếp theo trên máy tiện CNC. Một thiết kế chính xác và sự lựa chọn đúng về phần mềm là chìa khóa để đạt được kết quả chất lượng trong quy trình gia công.

2. Giai Đoạn CAM (Thiết Kế để Viết Mã)
Giai đoạn CAM đóng vai trò quan trọng trong việc chuyển thiết kế từ CAD thành mã G, một định dạng mà máy tiện CNC có thể hiểu và thực hiện.
Lựa Chọn Phần Mềm CAM:
- Có nhiều loại máy tiện CNC với yêu cầu cụ thể tùy thuộc vào số lượng trục.
- Phần mềm CAM như CamBam, MeshCAM, EstlCAM, Mach3, v.v., giúp chuyển đổi thiết kế thành mã dễ đọc cho máy CNC.
Lập Trình CAM:
- Giai đoạn này có thể sử dụng phần mềm CAM chuyên dụng hoặc lập trình thủ công.
- Lập trình thủ công đòi hỏi hiểu biết sâu sắc về bản vẽ và mã G tương ứng.
Chỉnh Sửa Mã G:
- Sử dụng các trình chỉnh sửa mã G để tạo mã mới hoặc sửa đổi mã hiện có.
- Mã chương trình là tập hợp các lệnh mà máy CNC sẽ thực hiện.
Người Lập Trình CNC:
- Thợ máy CNC, kỹ sư, hoặc nhà thiết kế có kinh nghiệm thường là người thực hiện lập trình CNC.
- Lựa chọn vật liệu là bước quan trọng trong chuẩn bị thiết kế cho gia công.
Lập Trình Mã G và Mã M:
- Lập trình máy tiện với mã G và mã M tùy chỉnh.
- Mã G chứa cài đặt chuyển động như G0 (nhanh) và G1 (tốc độ), trong khi mã M kiểm soát các chức năng máy.
Quan Trọng Các Mã Chương Trình:
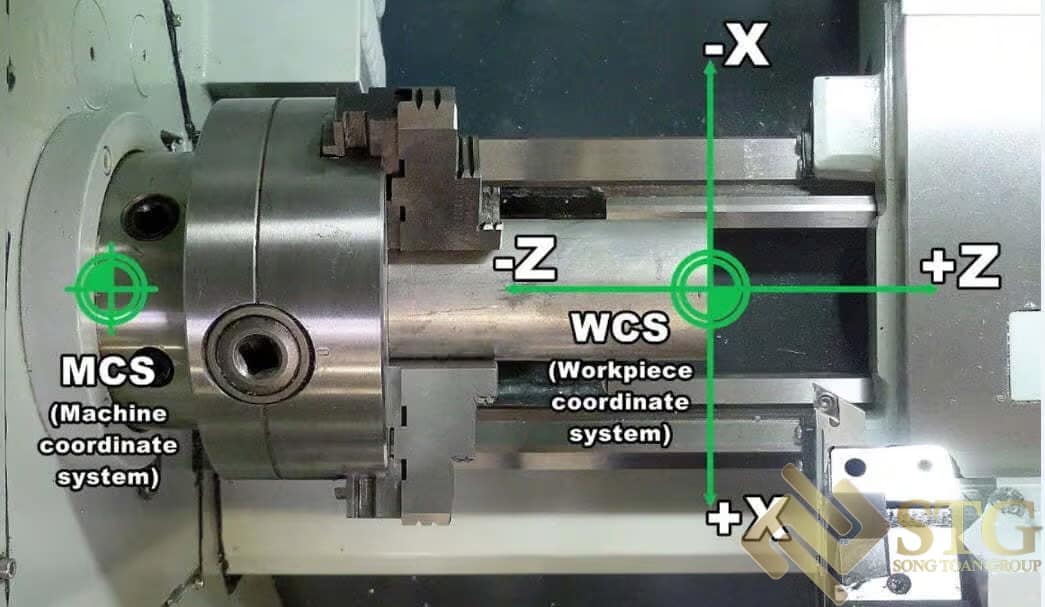
- Máy tiện CNC xác định vị trí và kích thước của phôi dựa trên tọa độ trong chương trình.
- Các mã chương trình quan trọng bao gồm X0 (trung tâm phần), Z0 (mặt bộ phận), G50 (hạn chế tốc độ trục chính), G96 (điều chỉnh tốc độ tự động), G97 (quay với tốc độ cố định), G71 (chu trình đóng hộp thô), và G70 (kết thúc chu trình đóng hộp).
Giai đoạn CAM không chỉ chuyển đổi thiết kế thành ngôn ngữ máy hiểu được mà còn đặt nền móng cho quá trình gia công chính xác và hiệu quả trên máy tiện CNC.

Các Mã Chương Trình Quan Trọng Cho Máy Tiện CNC
Dưới đây là một số mã chương trình quan trọng thường được sử dụng khi lập trình máy tiện CNC:
-
X0:
-
Chức năng: Đặt trục X tại trung tâm của một phần.
-
-
Z0:
-
Chức năng: Đặt trục Z tại mặt của bộ phận.
-
Lưu ý: Bất cứ giảm nào từ bộ phận sẽ được đánh dấu là Z- (âm).
-
-
G50:
-
Chức năng: Hạn chế tốc độ trục chính.
-
-
G96:
-
Chức năng: Điều chỉnh tốc độ tự động tùy thuộc vào kích thước kho gia công.
-
-
G97:
-
Chức năng: Quay với tốc độ không đổi do người vận hành đặt.
-
-
G71:
-
Chức năng: Chu trình đóng hộp quay thô.
-
-
G70:
-
Chức năng: Kết thúc chu trình đóng hộp.
-
-
Gia tăng cho X (You):
-
Chức năng: Tăng giá trị của trục X.
-
-
Gia tăng cho Z (W):
-
Chức năng: Tăng giá trị của trục Z.
-
Các mã chương trình này đóng vai trò quan trọng trong việc định hình và kiểm soát chuyển động của máy tiện CNC, giúp đạt được các kết quả gia công chính xác và hiệu quả.
3. Giai Đoạn Kiểm Soát trong Quy Trình Làm Việc của Máy Tiện CNC
Giai đoạn kiểm soát của máy tiện CNC đóng vai trò quan trọng trong việc đảm bảo chất lượng và độ chính xác của sản phẩm cuối cùng. Tại đây, chúng ta kiểm soát cả máy và dụng cụ cắt, với sự sử dụng của các công cụ tiện đa giác và máy khoan mặt dành cho gia công CNC.
Dưới đây là quy trình từng bước liên quan đến việc thiết lập máy tiện CNC cho công việc:
-
Định Vị Công Cụ:
-
Khi máy tiện CNC được bật, quá trình bắt đầu bằng việc đưa dụng cụ cắt trở lại vị trí gốc dọc theo các trục XY.
-
-
Lắp Phôi và Dụng Cụ:
-
Lắp phôi vào trục chính, đảm bảo vật liệu dự trữ lớn hơn và rộng hơn phần bạn định gia công.
-
Siết chặt mâm cặp và khóa nó vào vị trí.
-
-
Lựa Chọn Công Cụ:
-
Chọn loại công cụ cắt phù hợp dựa trên vật liệu, độ cứng và yêu cầu gia công.
-
Các loại công cụ phổ biến bao gồm Thép Tốc Độ Cao (HSS), Cacbua Vonfram (TCT), Coban và Molybdenum Disulfide (MoS2).
-
-
Tải và Thiết Lập Chương Trình:
-
Tải chương trình vào bộ điều khiển máy, sử dụng trình duyệt tệp có sẵn hoặc gửi từ máy tính.
-
-
Thiết Lập Hiệu Số Công Việc và Công Cụ:
-
Xác định hiệu số công việc và công cụ, thiết lập chính xác trục Z bằng cách đối mặt thủ công phôi và ghi lại tọa độ.
-
Đặt trục X bằng cách xoay đường kính ngoài của phôi và ghi lại tọa độ cuối cùng.
-
Xác định vị trí 0 của phôi.
-
-
Chạy Công Việc và Theo Dõi:
-
Hoàn thành tất cả các bước trước và chạy công việc.
-
Theo dõi quá trình để tránh tai nạn và đảm bảo chất lượng gia công.
-
4. Xử Lý Hậu Kỳ Các Bộ Phận Sau Gia Công Trên Máy Tiện CNC
Sau gia công trên máy tiện CNC, quá trình xử lý hậu kỳ bao gồm hai giai đoạn chính: nguyên công thô và nguyên công hoàn thiện. Dưới đây là chi tiết về các hoạt động trong từng giai đoạn:
-
Nguyên Công Thô:
-
Hoạt động gia công thô chỉ cần thiết khi bộ phận có vật liệu dư thừa không thể loại bỏ trong quá trình tiện.
-
Sử dụng máy tiện để thực hiện thao tác gia công thô này, có thể bằng cách thủ công hoặc sử dụng bánh mài.
-
-
Nguyên Công Hoàn Thiện:
-
Hoạt động hoàn thiện nhằm tăng cường chất lượng bề mặt của các bộ phận kim loại, tạo ra phôi gia công mịn và sáng bóng.
-
Có ba cách để đánh bóng bề mặt:
-
Sử dụng giấy nhám.
-
Sử dụng bột mài mòn.
-
Áp dụng hợp chất đánh bóng.
-
-
Khi đã hoàn thành các quy trình này, bộ phận sẽ đạt được độ hoàn thiện mong muốn và sẵn sàng cho các công đoạn tiếp theo, bao gồm việc sử dụng hoặc sơn. Quá trình xử lý hậu kỳ này đảm bảo rằng sản phẩm cuối cùng đạt được chất lượng và mỹ quan cao nhất.

Bạn có thể xem bài viết của Song Toan (STG)., JSC tại:
Một số sản phẩm được làm từ Máy Tiện CNC tại Song Toan (STG), click xem tại đây !
Hy vọng bài viết sẽ giúp bạn biết thêm về máy tiện CNC. Nếu có thắc mắc gì, bạn có thể phản hồi 0833 844 899 để được hỗ trợ nhé !
Sản Phẩm

![[THÔNG BÁO] LỊCH NGHỈ LỄ GIỖ TỔ HÙNG VƯƠNG, CHIẾN THẮNG 30/4 VÀ QUỐC TẾ LAO ĐỘNG 1/5](https://bizweb.dktcdn.net/100/379/731/articles/lich-nghi-le-2026-song-toan-global-2.jpg?v=1776994007123)


![[THÔNG BÁO] LỊCH NGHỈ LỄ TẾT DƯƠNG LỊCH 2026](https://bizweb.dktcdn.net/100/379/731/articles/anh-vuong-lich-nghi-tet-duong-lich-2026.jpg?v=1766982622347)




